Principes généraux
La gamme tempérée traditionnelle de notre éducation musicale occidentale comporte 12 1/2 tons par octave.
Chacune de ces notes portent un nom relatif à sa position dans la gamme, la 1ère, la Fondamentale ou Tonique, les suivantes, dans l’ordre sont: la Seconde mineure, la Seconde majeure, la Tierce mineure, la Tierce majeure, la Quarte, la Quinte diminuée, la Quinte juste, la Quinte augmentée, la Sixte, la Septième mineure, la Septième majeure; la 13ième note, l’Octave, en fait la Tonique de la gamme suivante, a une fréquence double de la Fondamentale de départ.
L’écart de fréquence entre 2 notes voisines égale 21/12; la fréquence d’une note située à la Nième position(Fr(N)) par rapport à la note de départ(Fr(I)) devient: Fr(N)=Fr(I)x 2N/12.
L’espacement et le positionnement des frettes des guitares, banjos, mandolines et instruments apparentés, suit les mêmes règles.
Pour D: Le diapason (longueur de la corde à vide); D(N): longueur de la corde entre le chevalet et la frette de rang N; nous avons: Ou pour faciliter, la distance « L » entre le sillet et la frette de rang « N » :
Ou pour faciliter, la distance « L » entre le sillet et la frette de rang « N » : En ce qui concerne les guitares électriques,les diapasons les plus couramment rencontrés sont, pour Fender (et copies) 25,5″; pour Gibson 24,75″; pour PRS 25″; de nombreuses copies aux yeux bridés utilisent le diapason Fender. Pour les guitares acoustiques (classiques et folks) c’est très variable, les classiques ont souvent un diapason de 650mm; les Selmer(Maccaferri) 660mm; les Martin 24,9″ ou 25,4″; Yamaha 25″; Ovation 25,25″; Taylor 25,6. Pour les basses le standard est 34″; les basses piccolo 30″; les guitares baryton 28″. les banjos ont un diapason très variable de l’ordre de 26 à 27″; les lap steel et les pedal steel 24,5 ou 25″; les mandolines 14″. toutes ces dimensions sont variables d’une marque à une autre. (Je rappelle qu’un pouce=25,4mm)
En ce qui concerne les guitares électriques,les diapasons les plus couramment rencontrés sont, pour Fender (et copies) 25,5″; pour Gibson 24,75″; pour PRS 25″; de nombreuses copies aux yeux bridés utilisent le diapason Fender. Pour les guitares acoustiques (classiques et folks) c’est très variable, les classiques ont souvent un diapason de 650mm; les Selmer(Maccaferri) 660mm; les Martin 24,9″ ou 25,4″; Yamaha 25″; Ovation 25,25″; Taylor 25,6. Pour les basses le standard est 34″; les basses piccolo 30″; les guitares baryton 28″. les banjos ont un diapason très variable de l’ordre de 26 à 27″; les lap steel et les pedal steel 24,5 ou 25″; les mandolines 14″. toutes ces dimensions sont variables d’une marque à une autre. (Je rappelle qu’un pouce=25,4mm)
Pour un même instrument et un même tirant de corde, un diapason long nécessite une tension de corde plus forte, ce qui amène plus de sustain et plus de brillance ainsi que moins de « frise », en contrepartie, le jeu est moins confortable(ah bobo les didis).
Un diapason plus court nécessite moins de tension de corde et favorise plus la tendance à la frise. on adoptera un diapason court lorsqu’on désire un open autre que l’accord standard, nécessitant d’avantage de tension des cordes sur le manche; et un diapason plus long dans le cas contraire.
Les calculs de « L » pour le positionnement de chaque frette doit s’effectuer avec le maximum de décimales que le permet votre calculette, quitte à arrondir la valeur finale au 1/10ièmede mm près en dernier, le cumul des erreurs peut fausser le résultat final.
J’ai résumé dans un tableau avec les distances entre sillet et frettes pour les diapasons les plus utilisés:
frettage selon diapason (cotes en mm)
| Diapason | F1 | F2 | F3 | F4 | F5 | F6 | F7 | F8 | F9 | F10 | F11 | F12 | F13 | F14 | F15 | F16 | F17 | F18 | F19 | F20 | F21 | F22 | F23 | F24 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fender | 36,35 | 70,66 | 103,05 | 133,62 | 162,47 | 189,70 | 215,41 | 239,67 | 262,57 | 284,19 | 304,59 | 323,85 | 342,02 | 359,18 | 375,37 | 390,66 | 405,08 | 418,70 | 431,55 | 443,69 | 455,14 | 465,95 | 476,14 | 485,78 |
| Gibson | 35,28 | 68,58 | 100,02 | 129,69 | 157,69 | 184,13 | 209,07- | 232,62 | 254,85 | 275,83 | 295,63 | 314,32 | 331,97 | 348,62 | 364,33 | 379,17 | 393,17 | 406,39 | 418,86 | 430,63 | 441,75 | 452,24 | 462,14 | 471,49 |
| PRS | 35,64 | 69,28 | 101,03 | 131,00 | 159,28 | 185,99 | 211,19 | 234,97 | 257,43 | 278,62 | 298,62 | 317,50 | 335,92 | 352,14 | 368,01 | 383,00 | 397,14 | 410,49 | 423,09 | 434,99 | 446,21 | 456,81 | 466,81 | 476,25 |
| Basse34″ | 48,47 | 94,22 | 137,40 | 178,16 | 216,63 | 252,94 | 287,21 | 319,56 | 350,10 | 378,92 | 406,12 | 431,80 | 456,04 | 478,91 | 500,50 | 520,88 | 540,12 | 558,27 | 575,41 | 591,58 | 606,85 | 621,26 | 634,86 | 647,70 |
Il est rare qu’on mette plus de 22 frettes, de nombreuses guitares n’en ont que 21. Vous noterez que les dimensions sont affichées au 1/100ième de mm, il va de soi qu’avec la scie à fretter, il est impossible d’avoir un résultat d’une telle précision, mais ça vous permet d’apprécier le taux d’erreur dans la réalisation de chaque fente sur la touche, un résultat au 1/10ième de mm serait déjà exceptionnel.
Réalisation
Matériel
La réalisation nécessite un minimum de matériel spécialisé, notamment une scie à fretter, ce genre de scie est une scie à dos, comme celle utilisée par les personnes qui coupent des moulures avec une boîte à onglet, sauf, que celle ci réalise des fentes calibrées qui conviennent pour que la soie des frettes (la soie est la partie de la frette qui s’enchasse dans la touche) soit maintenue serrée dans la fente (c’est coquin, hein?).
Les soies sont munies de petits « ardillons », sur leurs 2 cotés, qui s’accrochent dans le bois de la touche, l’accrochage de la frette est assimilable à un sertissage.
Les frettes généralement utilisées ont une soie d’épaiseur 0,023″, soit 0,58mm, il faudra donc que la lame de la scie à fretter ne fasse pas de fente supérieure à cette dimension.
On trouve ce genre de scie chez des vendeurs spécialisés comme Stewart Mac Donald aux U.S.A. (http://www.stewmac.com/) ou en France chez Fred’parts à Toulouse (http://www.fredguitar.com/fgp/presentation/presentation.htm) ou encore chez e-Luth (http://www.eluth.com/catalog/) dans le Nord.
Je n’ai pas d’a priori sur ces fournisseurs, ils sont sérieux tous trois, mais méfiez vous des taxes de douane si vous commandez à l’étranger, hors CEE, pour plus de 50$.
Le reste de l’outillage est plus classique, il faut une boîte à onglet en bon état, un maillet de mécanicien (la partie qui frappe est en nylon ou en caoutchouc dur), une pince coupante qui coupe bien, un niveau de maçon (en fonte d’alu avec la semelle rectifiée), des limes et du papier abrasif de différents grades, de l’adhésif en rouleau du genre utilisé par les tôliers-carrossiers.
Une mini perceuse Dremel avec des disques de feutre et de la pâte à roder ne sera pas inutile, pour les finitions.
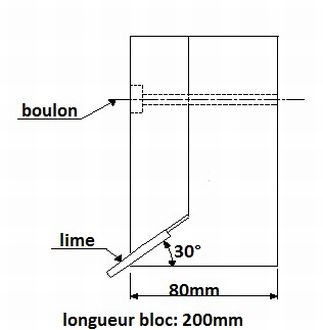
Il y a 2 outils que vous pouvez confectionner vous même; c’est d’une part, un berceau pour y mettre le manche, lors de la mise en place des frettes, il s’agit d’une pièce de bois assez longue, dans laquelle un évidement est pratiqué, à la toupie, pour y déposer le dos du manche, un feutre ou du liège est interposé dans l’évidement de façon à ne pas marquer le bois du manche lors de la frappe des frettes au maillet; et d’autre part, un montage de lime dans un bloc de bois, cet outil étant destiné à araser les frettes sur le bord du manche avec un angle de 30°(voir dessin ci-dessous).

Procédure
Avant de procéder au sciage des empreintes des frettes, la touche devra être préparée, avec ses 2 cotés bien parallèles, les extrémités parfaitement à l’équerre, le profil de courbure devra être réalisé au préalable.
Le tracé des emplacements des frettes sera réalisé au moyen d’un réglet de précision, d’une équerre et d’un couteau X-Acto bien affuté pour marquer le bois là ou la scie devra intervenir, il est préférable de faire ça calmement, sans précipitation et une fois les tracés réalisés, de vérifier les cotes.
Les scies à fretter sont généralement munies d’un dispositif permettant de bloquer la profondeur du sciage, on réglera celui ci en fonction de la hauteur de la soie des frettes choisies, on ajoutera quelques « pouillèmes » de mm pour être bien certain que la soie ne butte pas au fond de la fente avant que la couronne de la frette ne soit bien appliquée sur la touche.
Personnellement, je scie légèrement (1mm de profondeur), la touche étant dans une boîte à onglet, sans le dispositif de réglage de profondeur, quand toutes les fentes sont faites ainsi, je monte le dispositif de réglage de profondeur sur la scie et je repasse la scie en buttée dans chaque fente, sans l’usage de la boîte à onglet, la fente existante servant de guide.
Une fois que tous les emplacements des frettes auront été exécutés, la touche sera collée au manche à l’endroit exact où elle est prévue (collage à la Titebond et serrage énergique pendant le séchage, il ne doit exister aucun vide entre le manche et la touche), lorsque la colle est sèche, on arase la touche aux bords du manche, et on fini au ponçage, et ensuite on nettoie la touche pour enlever toutes les poussières de bois qui risquent de trainer dans les fentes du frettage.
A ce moment, 2 options se présentent, ou le manche reste tel quel, ou le manche est décoré avec des filets (façon gibson), dans ce dernier cas, on posera les filets à la colle après avoir fait un retrait de bois de la dimension des filets, à la défonceuse, dès lors, les fentes destinées à recevoir les frettes ont leurs extrémités bouchées et la soie de chaque frette devra être recoupée pour que la couronne de la frette vienne couvrir les filets. Les repères de la touche seront également collés avant la pose des frettes.
Les frettes sont généralement vendues soit en rouleau, si vous en achetez une bonne quantité, soit en barres droites de 50 à 60cm de long (variable selon la provenance). Vous les couperez à la dimension dont vous avez besoin à chaque case du manche en laissant un léger dépassement de part et d’autre du manche, vous préformez chaque frette suivant le profil du manche, en accentuant légèrement la courbure de la frette par rapport à celle du manche.
Normallement, si votre sciage a été bien réalisé et que la frette a été correctement choisie pour être adaptée aux fentes, il est inutile d’utiliser de la colle pour les frettes; dans le cas ou vous refrettez un manche ancien ayant été défretté pour raison d’usure, il peut être nécessaire de coller les frettes, ne pas utiliser de colle cyanoacrylate ni epoxy, mais une colle thermofusible de façon à pouvoir défretter dans le futur, une colle d’os posée à chaud ou de la titebond convient très bien. Dans ce cas, la pose ne se fait pas au maillet, mais à l’aide de serre joint avec cales pour ne marquer ni la frette ni le bois du manche, le serre joint restant en place le temps que la colle prenne.
Pour la pose normale, votre manche étant placé sur le berceau et le tout posé sur un établi solide, vous positionnez chaque frette à son emplacement et utilisez le maillet de façon à ce que la frette soit fermement appliquée dans son emplacement sur toute la largeur du manche.
Une fois les frettes posées, utilisez le bloc de bois dans lequel on a inséré une lime à 30°, et limer délicatement les extrémités des frettes jusqu’a ce qu’elles soient juste à limite avec le bord de la touche, il faut être délicat pour cette opération, surtout au début, on aurait vite fait de vouloir trop en enlever à la fois. Protéger la touche à l’aide d’adhésif de masquage de carrossier et faire la finition avec une lime douce à main, jusqu’à ce que les frettes n’accrochent pas au passage de la main. Vérifier qu’aucune frette ne soit plus haute que les autres, dans le cas où ça se produit, il faut limer la frette concernée, pour ce faire , c’est là qu’intervient le niveau de maçon, on met sur sa semelle un adhésif double face(du genre pour la moquette) et on pose sur toute la surface de la semelle adhésive un papier corindon qui va servir de lime plate pour égaliser les frettes. Cette action réalisant un méplat sur le dessus des frettes concernées, il conviendra de leur redonner une forme satisfaisante à la lime douce ensuite. Il existe d’ailleurs des limes spéciales prévues à cet effet (http://www.stewmac.com/shop/Fretting_supplies/Shaping_and_crowning/Offset_Diamond_Fret_File.html). Ci-dessous, l’art et la manière de s’en servir.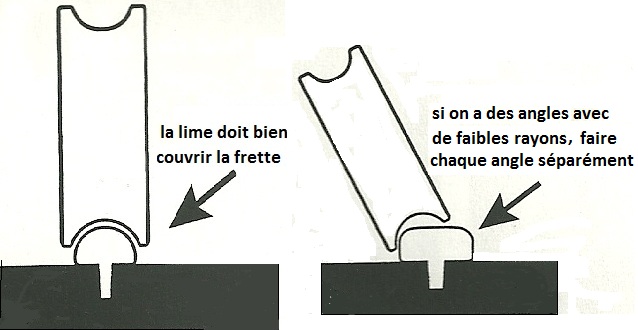
Eventuellement, finir à la Dremel, au feutre et à la pâte à roder pour le polissage.
Réglages
Vous trouverez ci-dessous quelques cotes des 2 plus grands classiques de la guitare électrique, à savoir la Fender Stratocaster et la Gibson Les Paul, ces cotes sont toutes référencées par rapport au sillet de tête et peuvent vous servir pour vos bidouilles:
cotes essentielles en pouces et en mm
| Instrument• | •Diapason• | •Axe de la 12ièmefrette• | •Axe aimants micro manche• | •Axe aimants micro milieu• | •Axe micro chevalet• | |
|---|---|---|---|---|---|---|
| Les Paul Gibson | 24″3/4; 628,65mm | 12″3/8; 314,33mm | 18″21/32; 473,87mm | /———————————/ | 23″7/16; 595,31mm | |
| Stratocaster Fender | 25″1/2; 647,7mm | 12″3/4; 323,85mm | 19″5/16; 490,54mm | 21″5/8; 549,28mm | 23″7/8; 606,42mm |
Par ailleurs, pour la Les Paul, la distance entre le sillet et le chevalet « Tune-O-Matic » est de 24″3/4(628,65mm), dans l’axe du manche (entre les cordes de ré et de sol), et le chevalet est monté avec un hors d’équerre de 3,5° par rapport à l’axe, le pontet de la mi chanterelle étant légèrement plus près du sillet. La pièce d’arrêt (cordier) est situé entre 1″1/2(38mm) et 1″5/8(41,3mm) sous le chevalet et est monté à l’équerre par rapport à l’axe du manche.
Concernant la Stratocaster, l’axe de perçage des 6 vis du chevalet/vibrato Fender est situé à 24″13/64 (614,76mm) du sillet. Si on a un vibrato flottant, c’est variable suivant le modèle…
cotes de montage des pivots des vibratos flottants en pouces et en mm
| •Diapason• | •Floyd Rose• | •Schaller license Floyd• | •Fender standard• | •Ibanez Edge• | •Kahler Spyder• | •Gotoh license Floyd• | •Kahler Standard montage à plat• | |
|---|---|---|---|---|---|---|---|---|
| 25″1/2(647,7mm) | •25″ (635mm) | •24″15/16 (633,41mm) | •25,245″(641,22mm) | •25″1/16(636,59mm) | • 25″ (635mm) | • 25″ (635mm) | •24″7/16 (620,71mm) | |
| 24″3/4(628,65mm) | •24″3/16(614,36mm) | •24″1/8 (612,78mm) | /————————/ | •24″1/4(615,95mm) | •24″1/4(615,95mm) | •24″1/4(615,95mm) | •24″1/4 (615,95mm) |
Le sillet
Il existe, grosso modo, 2 sortes de sillet, chez Fender et guitares apparentées c’est une bande étroite de 1/8″(environ3,2mm) qui est insérée dans une défonce de la même largeur pratiquée dans le bois de la touche; pour les acoustiques, electro-acoustiques ou les guitares du type Gibson c’est une pièce plus épaisse qui est collée contre l’extrémité de la touche et qui possède un bord arrondi du coté des mécaniques. Les sillets sont généralement en matière plastique blanche ou en matériau graphité, ou en os, rarement en métal, et leur forme suit la courbure de la touche (souvent, mais pas toujours).
Personnellement, je colle les sillets en place à l’aide de colle cyanoacrylate, certains ne collent pas, c’est selon…(je préfère coller, c’est plus sur)
Les cordes passent dans des fentes pratiquées dans le matériau du sillet, ces fentes sont réalisées au moyen de limes calibrées spéciales qui ont la particularité d’être lisses sur leur largeur et mordantes sur leur épaisseur, elles s’utilisent sur la tranche.http://www.stewmac.com/shop/Tools/Special_tools_for_Nuts_and_saddles/Gauged_Nut_Slotting_Files.html ou http://www.stewmac.com/shop/Tools/Special_tools_for_Nuts_and_saddles/Double-edge_Nut_Files.html. On choisira les limes adaptées aux calibres des tirants de corde utilisés.
Il convient, pour commencer , de tracer sur le sillet les emplacements que vont prendre les cordes, on cale d’abord les cordes de mi, la grave et la chanterelle, en tenant compte de leurs épaisseurs et des techniques de jeu comme le bend ou le pull off, puis on réparti les fentes correspondant aux autres cordes, mais attention, il faut tenir compte de la grosseur de chaque corde car, si on réparti de façon uniforme, l’écart entre chaque corde ne sera pas le même puisque chacune possède un diamètre différent des autres. Il existe à cet effet une règle spéciale http://www.stewmac.com/shop/Tools/Special_tools_for_Nuts_and_saddles/String_Spacing_Rule.html qui est pratique et universelle. Une fois les emplacements tracés, réaliser les fentes au moyen des limes adaptées à chaque tirant de corde, ne pas s’emballer, car une fente trop profonde et le sillet est bon a être remplacé…Donc, y aller doucement .
J’ai pour habitude , une fois que c’est terminé de mettre du graphite en poudre dans le fond des fentes de façon à aider la corde à glisser (utile pour les pratiquants du bend au dessus du sillet façon Jerry Donahue).
La rectitude
Les manches sont munis d’une « truss rod », a savoir, en français, d’une barre de précontrainte destinée à compenser la courbure du manche dûe à l’effort de traction des cordes, cette barre agit en réalisant un effort dosable opposé à celui causé par la tension des cordes un peu comme les câbles de précontrainte des ponts ou les aciers de précontrainte des poutrelles en béton utilisées dans les planchers à hourdis des bâtiments; évidemment à une moindre échelle.
Le réglage de cette barre se réalise à l’aide d’un écrou situé en bout de manche, soit coté tête , généralement sous un morceau de plastique situé juste au dessus du sillet, soit coté talon du manche(moins pratique à accéder). Ce dispositif doit être réglé lorsque vous changez de tirant de corde, et ce réglage doit se faire délicatement, pas question de faire plus d’1/4 de tour à la fois, et surtout ne jamais forcer sinon, c’est la casse de la barre , et là le manche est bon pour alimenter votre cheminée.
La courbure du manche s’observe en frettant la 1ère case (en fa) et la dernière case (case 21 ou 22) de la mi grave, si le manche présente un creux important, il faudra retendre la barre en serrant l’écrou dans le sens des aiguilles d’une montre, si au contraire, la corde touche partout, c’est que le manche est bombé, auquel cas, il faudra détendre la barre en désserrant l’écrou dans le sens contraire des aiguilles d’une montre; dans tous les cas ne jamais faire plus d’1/4 de tour et revérifier la courbure à chaque fois. On peut considérer que le réglage est correct lorsque vous obtenez un léger creux du manche de l’ordre de 0,3 à 0,5mm vers la 7ième frette.
La justesse
La guitare n’est pas un instrument parfaitement juste, il y a quand même un minimum de justesse a avoir pour que ça soit mélodieux, le procédé est très simple et ne nécessite que 2 objets: un accordeur chromatique muni d’un indicateur à aiguille précis et un tournevis. On prendra comme exemple la corde mi chanterelle, la procédure est rigoureusement identique pour les autres cordes.
A l’aide de l’accordeur, accorder parfaitement la corde de mi chanterelle, puis fretter la 12ième case, normallement l’accordeur devrait indiquer exactement la même chose étant donné que c’est l’harmonique 2 de la corde à vide, trois possibilités peuvent se présenter :
– L’accordeur indique la même valeur, c’est parfait, on ne change rien, on passe à la corde suivante.
– L’accordeur indique une note plus basse (quelque chose entre le ré dièse et le mi); ceci signifie que la portion de corde située entre la 12ième case et le chevalet est trop longue, à l’aide du tournevis, régler le pontet correspondant en l’avancant pour raccourcir la corde, re régler l’accord de la corde à vide et recommencer l’opération jusqu’a ce que la note soit identique.
– L’accordeur indique une note plus haute (quelque chose entre le mi et le fa); ce qui indique que la corde est trop courte, on reculera le pontet à l’aide de sa vis de réglage et on recommencera l’opération en ré accordant la corde à vide, etc…
Pour ceux qui possèdent un chevalet/vibrato flottant (genre Floyd), il est évident qu’il faut que le chevalet soit rigoureusement parallèle à la table de la guitare lorsque celle ci est correctement accordée à vide avant de commencer ce genre de réglage.
Pour les possesseurs de guitare acoustique, normallement, le chevalet est monté d’origine incliné par rapport à l’axe de la guitare et qu’il n’est guère possible de faire quoique ce soit, on peut toutefois corriger légèrement la longueur de corde en limant en biais la pièce en os ou en matière plastique sur laquelle reposent les cordes , qui fait généralement 3,18mm (1/8″) d’épaisseur, ça ne présente pas une grande latitude de réglage, mais c’est déjà mieux que rien, dans ce cas, il peut être nécessaire de changer cette pièce par une nouvelle, et d’ajuster la hauteur en rectifiant le dessous au ponçage lorsque les harmoniques sont réglées.